CARACTERÍSTICAS GENERALES DE LA LUZ LÁSER.
En estos momentos estamos en condiciones de comenzar el estudio de las características fundamentales de la radiación láser que se caracteriza por una serie de propiedades, diferentes de cualquier otra fuente de radiación electromagnética, como son:
1. Monocromaticidad.
Emite una radiación electromagnética de una sola longitud de onda, en oposición a las fuentes convencionales como las lámparas incandescentes (bombillas comunes) que emiten en un rango más amplio, entre el visible y el infrarrojo, de ahí que desprendan calor. La longitud de onda, en el rango del espectro electromagnético de la luz visible, se identifica por los diferentes colores (rojo, naranja, amarillo, verde, azul, violeta), estando la luz blanca compuesta por todos ellos. Esto se observa fácilmente al hacer pasar un haz de luz blanca a través de un prisma.
2. Coherencia espacial o direccionabilidad.
La radiación láser tiene una divergencia muy pequeña, es decir, puede ser proyectado a largas distancias sin que el haz se abra o disemine la misma cantidad de energía en un mayor.
Nota: Esta propiedad se utilizó para calcular la longitud entre la Tierra y la Luna, al enviar un haz láser hacia la Luna, donde rebotó sobre un pequeño espejo situado en su superficie, y éste fue medido en la Tierra por un telescopio.
3. Coherencia temporal.
La luz láser se transmite de modo paralelo en una única dirección debido a su naturaleza de radiación estimulada, al estar constituido el haz láser con rayos de la misma fase, frecuencia y amplitud.
FÍSICA DEL LASER
De forma general los láseres constan de un medio activo capaz de generar el láser. Hay cuatro procesos básicos que se producen en la generación del láser, denominados bombeo, emisión espontánea de radiación, emisión estimulada de radiación y absorción.
BombeoSe provoca mediante una fuente de radiación como puede ser una lámpara, el paso de una corriente eléctrica o el uso de cualquier otro de fuente energética que provoque una emisión.
Emisión espontánea de radiaciónLos electrones que vuelven al estado fundamental emiten fotones. Es un proceso aleatorio y la radiación resultante está formada por fotones que se desplazan en distintas direcciones y con fases distintas generándose una radiación monocromática incoherente.
Emisión estimulada de radiaciónLa emisión estimulada, base de la generación de radiación de un láser, se produce cuando un átomo en estado excitado recibe un estímulo externo que lo lleva a emitir fotones y así retornar a un estado menos excitado. El estímulo en cuestión proviene de la llegada de un fotón con energía similar a la diferencia de energía entre los dos estados. Los fotones así emitidos por el átomo estimulado poseen fase, energía y dirección similares a las del fotón externo que les dio origen. La emisión estimulada descrita es la raíz de muchas de las características de la luz láser. No sólo produce luz coherente y monocroma, sino que también "amplifica" la emisión de luz, ya que por cada fotón que incide sobre un átomo excitado se genera otro fotón.
AbsorciónProceso mediante el cual se absorbe un fotón. El sistema atómico se excita a un estado de energía más alto, pasando un electrón al estado metaestable. Este fenómeno compite con el de la emisión estimulada de radiación.
Esquema del funcionamiento del LASER de tres niveles de engría. (Fig. 1)
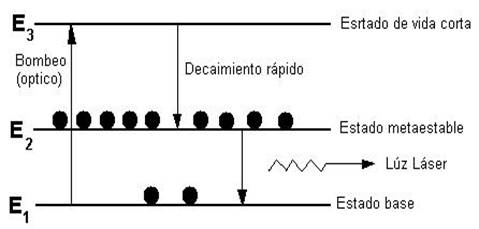
Fig. 1
TIPOS DE LASER
1. El láser de Rubí
Recordemos que fue el primer láser y que fue construido por Theodore Maiman en 1960, quien usó como medio activo un cristal de rubí sintético. El rubí es una piedra preciosa formada por cristales de óxido de aluminio Al2O3, que contiene una pequeña concentración de alrededor de 0.05% de impurezas de óxido de cromo Cr2O3 (el óxido de aluminio puro, Al2O3, se llama zafiro). La presencia del óxido de cromo hace que el transparente cristal puro de óxido de aluminio se torne rosado y llegue a ser hasta rojizo si la concentración de óxido de cromo aumenta. La forma geométrica típica que adopta el rubí usado en un láser es la de unas barras cilíndricas de 1 a 15 mm de radio y algunos centímetros de largo. (Véase Fig. 3)
Fig. 3
2. Láser de Helio-Neón
El láser de helio-neón fue el primer láser de gas que se construyó. Actualmente sigue siendo muy útil y se emplea con mucha frecuencia. Los centros activos de este láser son los átomos de neón, pero la excitación de éstos se realiza a través de los átomos de helio. Una mezcla típica de He-Ne para estos láseres contiene siete partes de helio por una parte de neón. (Véase Fig. 4)
Fig. 4
3. El láser de Argón ionizado
Las transiciones radiactivas entre niveles altamente excitados de gases nobles se conocen desde hace largo tiempo, y la oscilación láser en este medio activo data desde la década de los sesenta. Entre estos láseres, el de argón ionizado es el que más se utiliza, debido a sus intensas líneas de emisión en la región azul-verde del espectro electromagnético y a la relativa alta potencia continua que se puede obtener de él. (Véase Fig. 5)
Fig. 5
4. Láseres de CO2
El láser de bióxido de carbono CO2 es el ejemplo más importante de los láseres moleculares. El medio activo en este láser es una mezcla de bióxido de carbono (CO2), nitrógeno (N2) y helio (He), aunque las transiciones láser se llevan a cabo en los niveles energéticos del CO2. Como en seguida veremos, el N2 y el He son importantes para los procesos de excitación y desexcitación de la molécula de CO2. (Véase Fig. 6 y 7)
Fig. 6
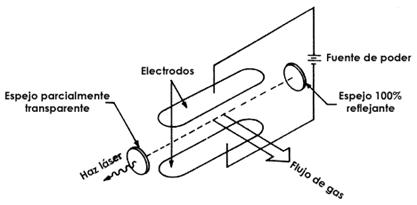
Fig. 7
5. Láser de dinámico de CO2
La diferencia fundamental entre un láser de gas dinámico y un láser convencional de CO2 radica en el método de bombeo empleado. En el láser de gas dinámico la radiación láser es producida al enfriar rápidamente una mezcla de gas precalentado que fluye a lo largo de una tobera hasta la cavidad del resonador. Por las altas potencias que es capaz de proporcionar se ha convertido en una importante alternativa para ciertas aplicaciones industriales. (Véase Fig. 8)
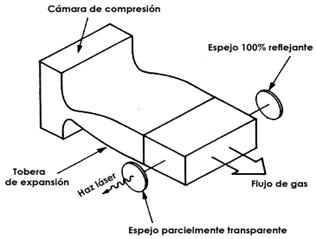
Fig. 8
6. Láser de soluciones líquidas orgánicas
El medio activo en este tipo de láseres está compuesto por líquidos en los que se han disuelto compuestos orgánicos, entendidos estos últimos cómo los hidrocarburos y sus derivados. Estos láseres son bombeados ópticamente y como en seguida veremos, una de sus más importantes características radica en que pueden emitir radiación láser en anchas bandas de longitud de onda, es decir que son "sintonizables". (Véase Fig. 9)
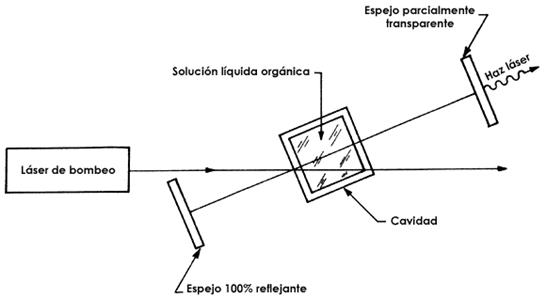
Fig. 9
7. Láseres de semiconductores
Los láseres de semiconductores son los láseres más eficientes, baratos y pequeños que es posible obtener en la actualidad. Desde su invención en 1962 se han mantenido como líderes en muchas aplicaciones científico-tecnológicas y su continua producción masiva nos da un inicio de que esta situación se prolongará por mucho tiempo. (Véase Fig. 10)
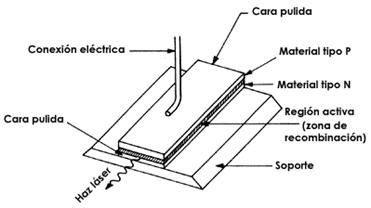
Fig. 10.
8. Láser de electrones libres
Todos los sistemas láser anteriormente vistos basan su funcionamiento en la inversión de población lograda en un medio activo atómico o molecular. Por tanto, la longitud de onda a la cual el láser emite está inevitablemente determinada por los centros activos contenidos en la cavidad láser, es decir, por las transiciones energéticas permitidas a los átomos o moléculas de dicho medio. Un láser basado en la emisión de radiación estimulada por electrones libres no tiene las limitaciones propias de los láseres anteriormente vistos, pues los electrones libres no están sujetos a la existencia de transiciones energéticas particulares y por lo tanto pueden generar radiación electromagnética en cualquier longitud de onda del espectro. Este tipo de láseres utilizan como medio activo un haz de electrones que se mueve con velocidades cercanas a la de la luz. Debido a esto se le llama haz relativista de electrones. Podemos describir un láser de electrones libres como un instrumento que convierte la energía cinética de un haz relativista de electrones en radiación láser. (Véase Fig. 11)

Fig. 11
APLICACIONES DEL LÁSER
Debido a las propiedades particulares del haz de radiación luminosa con su gran potencia concentrada (el láser), hacen de él una herramienta en muchas aplicaciones donde se precise de una fuente controlada y localizada de energía. Si a este factor diferenciador inicial se le suma la facilidad para su control automático y regulación, se observa cómo se amplía el campo de utilización a otros usos en los que la precisión, la minimización de daños colaterales y la menor modificación de la características del material circundante y de sus dimensiones son importantes. De ahí el amplísimo rango de aplicaciones.
APLICACIONES A LA MEDICINA
El láser en la medicina es cada vez más usado al actuar muy selectivamente sobre la lesión, dañando mínimamente los tejidos adyacentes. Por eso produce muy pocos efectos secundarios en cuanto a destrucción de otro tejido sano de su entorno e inflamación, así como presentar una esterilización completa al no ser necesario instrumental quirúrjico. En la dermatología, éstos pueden eliminar casi todos los defectos de la piel bajo anestesia local. En oftalmología son utilizados los láseres de excímero, que eliminan capas submicrométricas de la córnea, modificando su curvatura. El ojo es transparente a la luz entre aproximadamente 0.38 y 1.4 ![]() . A menores longitudes de onda el cristalino y la córnea absorben la radiación y a mayores longitudes de onda son las moléculas de agua presentes en el ojo las que absorben la luz. Por medio de radiación láser (en este caso con láser de argón ionizado) es posible en la actualidad tratar casos de desprendimiento de retina. Como se muestra en la figura 12, el haz láser es focalizado en la retina por el propio cristalino del paciente. Los láseres de He-Ne han sido utilizados con éxito en dermatología para el tratamiento de manchas en la piel, o como auxiliares para estimular la regeneración de tejido en cicatrices.
. A menores longitudes de onda el cristalino y la córnea absorben la radiación y a mayores longitudes de onda son las moléculas de agua presentes en el ojo las que absorben la luz. Por medio de radiación láser (en este caso con láser de argón ionizado) es posible en la actualidad tratar casos de desprendimiento de retina. Como se muestra en la figura 12, el haz láser es focalizado en la retina por el propio cristalino del paciente. Los láseres de He-Ne han sido utilizados con éxito en dermatología para el tratamiento de manchas en la piel, o como auxiliares para estimular la regeneración de tejido en cicatrices.

Fig. 12
 Tratamiento dermatológico con láser.
Tratamiento dermatológico con láser.
APLICACIONES A LA COMPUTACIÓN
Aplicaciones más cotidianas de los sistemas láser son, por ejemplo, el lector del código de barras, el almacenamiento óptico y la lectura de información digital en discos compactos (CD) o en discos versátiles digitales (DVD), que se diferencia en que éstos últimos utilizan una longitud de onda más corta (emplean láser azul en vez de rojo). Otra de las aplicaciones son las fotocopiadoras e impresoras láser, o las comunicaciones mediante fibra óptica. Las aplicaciones para un fututo próximo son los ordenadores cuánticos u ópticos que serán capaces de procesar la información a la velocidad de la luz al ir los impulsos eléctricos por pulsos de luz proporcionados por sistemas láser; muchos de los componentes electrónicos que tienen en su estructura las computadoras, como por ejemplo resistencias, en las cuales es necesario volatilizar muy pequeñas cantidades de material para fabricar resistencias de muy alta precisión.

 * Impresoras a láser, CD y DVD
* Impresoras a láser, CD y DVD APLICACIONES A LA HOLOGRAFÍA
En la holografía, las ondas se solapan en el espacio o se combinan para anularse (interferencia destructiva) o para sumarse (interferencia constructiva) según la relación entre sus fases. Debido a la relación especial entre los fotones del haz del láser, los láseres son considerados el mejor ejemplo conocido de efectos de interferencia representados en los interferómetros y hologramas. La holografía es utilizada para proporcionar imágenes en tres dimensiones. También es utilizada como sistema de seguridad en las tarjetas de crédito.
APLICACIONES A LA INGENIERIA MECANICA
En el mundo industrial se han producido avances sustanciales en el desarrollo e implantación de tecnologías láser en todo tipo de materiales, como puede verse en la Tabla 1. Por su parte, en la Tabla 2 pueden verse las ocho familias de aplicaciones industriales, en las que pueden hacerse en algunos casos divisiones importantes, como en el marcado, en el que también se engloban las utilizaciones de baja potencia destinadas al marcaje de material de embalaje con los datos de fecha de consumo preferente y lotes de fabricación, campo en el que se han multiplicado las instalaciones en los últimos años.
Dentro del procesado de materiales, el láser es utilizado como se había dicho en todas las ramas (corte, soldadura, marcado microscópico, etc.) al poder ser empleados en casi todos los materiales y tener una muy buena respuesta en el mecanizado. Se utiliza para:
- Realizar Soldaduras.
- Tratamientos superficiales como:
- Endurecimiento o temple.
- Aleación superficial.
- Recubrimiento superficial.
- Fusión superficial.
- Corte mediante el láser.
- Taladrado y punzonado.
- Marcado mediante láser.
Tabla 1 Materiales susceptibles de ser tratados mediante láser
| Metálicos | No Metálicos |
| Aceros al carbono | Polímeros |
| Aceros inoxidables | Cerámicos |
| Aceros de herramientas | Madera |
| Fundiciones | Vidrio |
| Aleaciones ligeras | Caucho |
| Aleaciones de cobre | Cuero |
| Aleaciones de titanio | Corcho |
SOLDADURA CON LÁSER
Un láser focalizado se puede emplear en una amplia variedad de procesos de soldadura, entre los que la más tradicional es la de materiales metálicos. La soldadura por láser puede realizarse de dos formas diferentes:
- Por conducción: la profundidad de la fundida, inicialmente superficial, aumenta en función de la conductividad térmica y de la distribución de la intensidad de la radiación. Este tipo de soldadura se emplea en la unión de láminas delgadas.
- Por penetración profunda: en este tipo de soldadura se consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, alcanzándose un mayor rendimiento. El material fundido se desplaza hasta la superficie por acción del vapor recalentado y se mantiene allí por efectos combinados de gravedad, viscosidad y tensión superficial, lo que favorece la formación de un cordón de soldadura que aporta excelentes características mecánicas a la pieza.
La afectación térmica reducida, la falta de necesidad de utilizar material de aportación en algunas utilizaciones, la flexibilidad y facilidad del control de proceso hacen del láser una herramienta de gran potencia para aplicaciones de soldadura en materiales difíciles de tratar por otras técnicas. Las soldaduras obtenidas son de alta calidad metalográficas y sin deformaciones dimensionales apreciables, están exentas de poros, grietas y mordeduras, y tienen características similares a la soldadura convencional, en muchos casos sin aporte de material y con una de proceso seis veces superior.
La fuente láser utilizada depende del tipo de materiales a soldar. Se pueden realizar aplicaciones en piezas de espesores de 1 mm (se habla de "cierto espesor" por encima de 3 mm), con penetraciones máximas de hasta 10 mm.
Existe un ahorro de fases en la operación de soldadura, ya que no afecta a los ateriales existentes; por lo tanto, no requiere tratamientos posteriores para eliminación de tensiones. Las aplicaciones de soldadura con y sin aporte, así como la soldadura de bimetales están ampliamente establecidas dentro de la industria. Las novedades en este campo vienen representadas por la soldadura de materiales disimilares, soldadura de aleaciones ligeras, soldadura de oro y las aplicaciones de soldadura de materiales plásticos, que se encuentran en un avanzado estado de desarrollo.
TRATAMIENTOS SUPERFICIALES CON LÁSER
Los tratamientos superficiales están encaminados a modificar las características superficiales de un material, tanto desde el de vista de sus propiedades mecánicas como de la resistencia a la corrosión. Son aplicables a materiales metálicos con alta absorción térmica y suficiente capacidad de disipación de calor por conducción. Los tratamientos superficiales se llevan a cabo con fuentes láser de alta potencia en dos y tres dimensiones. Las aplicaciones más difundidas en esta técnica de tratamientos son las siguientes:
- Endurecimiento o Temple
En este tipo de tratamiento superficial, el láser de potencia se convierte en una herramienta que, dadas sus características, permite actuar sobre zonas puntuales minimizando la interacción con el material base, y creando zonas con características mejoradas sobre las piezas, tales como un aumento en la tenacidad de la zona tratada, y en la resistencia a golpes y vibraciones, lo que redunda en la vida útil. La pieza tratada no debe sufrir posteriores transformaciones ni manipulaciones, quedando lista para su uso; el proceso es rápido y la dureza conseguida es superior a la de un tratamiento convencional. Puede limitarse a áreas concretas de una misma pieza consiguiéndose de esta forma endurecimientos localizados.
- Aleación superficial (Alloying)
La aleación superficial permite la generación de aleaciones sobre la superficie de las piezas para mejorar sus propiedades térmicas y mecánicas frente al desgaste o la corrosión. Las aleaciones realizadas son específicas y puntuales, por lo que tiene la ventaja de que realmente necesita ver mejoradas sus características.
- Recubrimiento superficial (Cladding)
El recubrimiento superficial supone la incorporación de material sobre una superficie para mejorar las propiedades de ésta. Mediante la interacción de un láser de alta potencia con un polvo metálico o no metálico pueden crearse capas de espesor controlado sobre las superficies metálicas. Los recubrimientos superficiales se pueden realizar con materiales antidesgaste, anticorrosión, de características especiales, etc. Confiriendo las características superficiales requeridas a la superficie tratada.
- Fusión superficial (Melting)
Otra posibilidad reside en la reconstrucción de piezas dañadas o desgastadas mediante la adición del mismo material en el que esté construida la pieza. Asimismo, puede procederse al sellado de capas de deposición realizadas mediante la aplicación de plasma, confiriéndoles mayor adherencia al substrato y un grado de compacidad superior al obtenido mediante la técnica original. Otras aplicaciones son la ablación o eliminación de materiales adheridos a substratos y la realización de vitrificados estructurales, donde se consiguen profundidades máximas de 50 mm. Otro tipo de actuaciones a destacar por su componente innovador son los recubrimientos y los tratamientos superficiales de diferentes componentes metálicos. Un ejemplo es la fusión superficial de titanio en atmósfera de N2 para conseguir capas de nitruro de titanio.


Tratamiento superficial de la pared de una pieza.
CORTE MEDIANTE LÁSER
En el corte mediante láser se utiliza la radiación procedente de la fuente láser para calentar la pieza hasta alcanzar la temperatura de fusión, al tiempo que una corriente de gas a presión arrastra el material fundido. La utilización del láser en este campo ofrece muchos aspectos positivos. El haz láser focalizado sobre la pieza tiene unas dimensiones mínimas, de modo que actúa como una herramienta puntual. Por tanto, la zona afectada térmicamente es muy limitada, lo que evita la aparición de distorsiones en piezas que pueden tener contornos muy complejos. El corte por láser se puede realizar sobre chapas finas de metal, madera, plástico, tela o cerámica en fin sobre diversos materiales, desde acero a corcho, pasando por materiales plásticos, etc., para formas en dos y tres dimensiones. Las fuentes láser utilizadas son de media y baja potencia (de 0,4 a 1,2 kW), consiguiéndose realizar cortes en piezas de espesores que van desde los 0,5 a los 8mm, con tolerancias entre +/- 0,05 y +/- 0,1 mm.
 Las ventajas que ofrece el láser sobre las técnicas convencionales en este tipo de utilizaciones son las siguientes:
- Mejor aprovechamiento del material, debido a que la anchura del surco generado es mínima.
- Las paredes de corte son perpendiculares a la pieza y paralelas entre sí.
- La pieza cortada no precisa ningún tratamiento ni limpieza posteriores.
- Se pueden realizar cortes en cualquier dirección.
- El proceso es altamente flexible y automatizado.
- No se precisan de herramienta, lo que aumenta la flexibilidad y eficiencia de los .
-Es un proceso rápido y silencioso.
Dentro de este campo, podemos destacar las siguientes aplicaciones innovadoras:
- Corte de materiales innovadores (Titanio y plásticos).
- Corte de vidrio.
Si bien el corte por láser constituye una inversión que -bien aplicada- brinda excelentes resultados, puede a graves errores si usted no está convenientemente asesorado.

Corte de una pieza mediante LASER.

Este proceso corta rápidamente chapas finas de metal, madera, plástico, tela o cerámica, con un mínimo de pérdida de material y sin distorsión.
Al mismo tiempo, corta con un altísimo nivel de precisión, permitiéndole realizar tareas sumamente avanzadas y delicadas.
El cuadro 1 Ilustra la aplicación de este tipo de láseres en el corte de diversos materiales. En la mayoría de estas aplicaciones el uso del láser está sincronizado con elementos automáticos o computarizados tales como robots. De esta forma el corte de complicados diseños en diversos materiales puede realizarse en forma rápida y precisa. Hoy en día son ya: innumerables las industrias que utilizan robots-láser en sus líneas de producción, como la industria electrónica y la automotriz.

TALADRADO Y PUNZONADO
Las técnicas utilizadas para el taladrado y el punzonado son las mismas que las utilizadas en el corte mediante láser (para efectuar un corte hay que realizar un taladro inicial). Con estas técnicas se consiguen penetraciones máximas en piezas de espesores considerables (de hasta 13 mm), y diámetros desde 0,075 mm. Para segurar un taladro correcto en piezas de cierto espesor (por encima de los 3 mm) es importante controlar los niveles de potencia media empleados y los tiempos de interacción, ya que si se sobrepasan ciertos niveles se puede provocar el "reventón" del agujero. Las investigaciones en este campo están centradas en la realización de taladrados con la máxima energía posible disminuyendo los tiempos de interacción, sin llegar a explosionar el agujero taladrado, ya que, en la práctica, por motivos obvios de aseguramiento de la calidad de la pieza, son excesivamente bajos y los tiempos de interacción demasiado altos.
MARCADO MEDIANTE LÁSER
La técnica utilizada normalmente para realizar el marcado mediante láser es por desplazamiento del haz. Con esta técnica se focaliza un haz láser de media potencia sobre la superficie a marcar. El haz se orienta mediante una combinación de espejos galvanométricos de manera que sigue el recorrido del diseño a marcar. En función del tipo de material que se va a grabar, se utilizan distintos tipos de fuentes láser: CO2, Nd:YAG o excímeros.
Actualmente pueden marcarse una gran variedad de materiales: materiales metálicos, plásticos, vidrio, etc. La profundidad de la zona marcada va desde algunas micras (marcado superficial) a décimas de milímetros (marcado profundo). La superficie máxima de marcado es un cuadrado de 100x100 mm. Mediante la utilización de quipos de baja potencia se puede realizar el marcado de elementos de envasado sobre ventanas preimpresas, sobre todo papel, con los datos sobre lotes de fabricación y fechas de consumo preferente, muy importantes en la industria del envasado de bienes de consumo.
Ilustraciones de algunos procesos efectuados por láser
Maquina láser utilizada para varios procesos industriales en la ingeniería: como la soldadura, el corte de planchas, Mecanizado superficial y perforación.


Soldadura en esquinas y bordes mediante el láser.


Soldadura en interiores usando tecnología láser.
MICRO: REPARACIÓN DE MOLDES Y MATRICES POR LÃSER.
Ventajas:
- Mínima zona afectada térmicamente. No se producen deformaciones.
- Posibilidad de soldaduras extremadamente finas con varillas desde 0,25 mm de diámetro.
- No precisa precalentamiento de la pieza.
- No genera rechupes.
- Posprocesado mínimo.
- Durezas resultantes de 45 a 60 HRC sin fisuras ni poros.
- Posibilidad de soldar Aluminio y Cobre.
Tabla 2 Resumen de aplicaciones industriales del láser
| Aplicación | Fuente | Técnica | Características obtenibles |
| Aleación | 5 kW | CO2 | Profundidad máxima: 0,5mm. Buenas características en capa. Dilución típica 20% |
| Corte | 0,4, 0,8 y 1,2 kW | Nd-Yag CO2 | Espesor: de 0,5 a 0,8 mm. Tolerancia +/-0,05 mm a +/-0,1 mm |
| Marcado | 0,4 KW | Nd-Yag | Capacidad: 325 mm2/min. Profundidad máxima: 0,04 mm |
| Recubrimiento | 5kW | CO2 | Alta densidad de capas y mínima dilución en sustrato. Espesores de capas hasta 2 mm. |
| Refusión | 5kW | CO2 | Penetración máxima: 0,5 mm. Baja deformación. Alto rango de dureza |
| Soldadura | Todas | Nd-Yag CO2 | Penetración máxima: 10 mm. Baja deformación |
| Taladrado | 0,4 KW | Nd-Yag | Diámetros desde 0,075 mm. Penetración máxima: 13 mm |
| Temple | 5kW | CO2 | Penetración máxima: 2 mm. Baja deformación. Alto rango de dureza. |
OTRAS APLICACIONES DEL LASER
La fusión por confinamiento inercial es la aplicación más deseada ya que permitiría el desarrollo de la fusión nuclear del hidrógeno de una forma controlada, permitiendo la obtención de una elevadísima cantidad de energía. Dicho proceso se produce en el Sol y se obtuvo, aunque no de una forma controlada, en 1952, con la bomba atómica de hidrógeno.
Un rayo láser puede viajar grandes distancias con una pequeña reducción de la intensidad de la señal y debido a su alta frecuencia puede transportar 1.000 veces más información que las microondas, por lo que son idóneos para ser utilizados como medio de comunicación en el espacio.
Más aún, el láser podría suponer la revolución definitiva en los sistemas de propulsión aérea. En 2003 la NASA consiguió hacer volar indefinidamente un pequeño avión de 300 gramos cuya energía era proporcionada desde tierra mediante láser. Científicos japoneses hicieron lo propio con un avión de papel, si bien utilizaron el láser para evaporar agua que servía de propelente. Estos aviones ligeros podrían ser utilizados como alternativa a los satélites artificiales para establecer telecomunicaciones en zonas de difícil acceso. Pero de desarrollarse más esta tecnología, podría suponer una tremenda reducción del lastre de los vuelos convencionales, al eliminar el combustible, tal y como ya se planea hacer en los viajes espaciales.
Últimamente, como no podía ser de otra forma, se realizan esfuerzos para incluirlo en el uso militar como sustitutivo de los proyectiles convencionales y los mísiles. Existe ya un prototipo de láser aerotransportado, montado en un Boeing 747 y las Fuerzas Aéreas de Estados Unidos proyectan cazas armados con láser de alta potencia para los próximos años. El primer prototipo, de apenas un kilovatio, pesaba 750 kilogramos, algo perfectamente adaptable a los modernos aviones de combate.
Mientras que el gran láser a bordo de aviones como el Boeing serviría como arma de precisión durante un bombardeo, los menos potentes pero más ligeros montados en cazas podrían ser una contraarma muy efectiva contra mísiles.
En definitiva, su uso está extremadamente extendido y continuamente se le descubren nuevas aplicaciones siempre sorprendentes, como su participación en los complejos procesos de enfriamiento a muy bajas temperaturas.
La medición de distancias con alta velocidad y precisión es otra de las aplicaciones del láser a la rama militar inmediatamente después de que se inventara el láser, para el lanzamiento de artillería o para el cálculo de la distancia entre la Luna y la Tierra (384.403 Km.), con una exactitud de tan sólo 1 milímetro. También es utilizado en el seguimiento de un blanco en movimiento al viajar el haz a la velocidad de la luz.
Los láseres de argón ionizado han sido extensamente utilizados en el estudio de la cinética de reacciones químicas y en la excitación selectiva de éstas. Hay algunas reacciones químicas que sólo se producen en presencia de radiación láser o cuya rapidez puede incrementarse notablemente cuando los reactantes son irradiados con luz láser de longitud de onda apropiada. En el primer caso podemos obtener sustancias que de otro modo sería difícil obtener y en el segundo caso se tiene la posibilidad de incrementar la productividad de algunas industrias químicas.
ALGUNAS NOTICIAS INTERESANTES ACERCA DEL LASER
En la Universidad de Michigan han creado el rayo láser más potente jamás creado, con una potencia de 300 terawatios. Este tipo de "chispas cósmicas" ayudará a los científicos en muchos campos de la ciencia. Se le llamo လHérculesá€. Es decir este potente rayo tiene una capacidad de aproximadamente 300 veces la red de electricidad de los Estados Unidos.

El primer sistema del mundo de carros automáticamente guiados mediante tecnología láser, desarrollado por Rocla Oyj, se aprovecha, por ejemplo, en las plantas papeleras. El sistema comprende una unidad central de control y carretillas elevadoras automatizadas que recorren itinerarios programados entre los puntos de procesamiento de sus cargas y realizan labores de elevación y transporte sin operario.

Los científicos, encabezados por el profesor Gero Miesenböck, de la Universidad de Oxford, activaron en las hembras por control remoto, mediante un rayo láser, la neurona que en los machos es responsable del cortejo sexual. El resultado fue que ls hembras de la mosca de la fruta ('Drosophila melanogaster') se comportaban igual que los machos tras recibir este estímulo.

Conclusiones
Las aplicaciones científicas del láser son muy variadas. Difícilmente un solo libro dedicado tan sólo a este tema sería suficiente para mencionarlas, las mismas se pueden encontrar como hemos visto ya, en cualquier sector de la sociedad actual. Estas incluyen campos tan dispares como la electrónica de consumo, las tecnologías de la información (informática), análisis en ciencia, métodos de diagnóstico en medicina, así como el mecanizado, soldadura o sistemas de corte en sectores industriales y militares.
Por tanto las tareas desempeñadas por los láseres van de lo mundano a lo esotérico si bien comparten un elemento común: son difíciles o totalmente imposibles con cualquier otro instrumento. Aunque por lo general los láseres son aparatos relativamente caros existe un incremento elevado de su utilización a nivel mundial, debido a su propiedad de suministrar la forma y la cantidad de energía requerida en el lugar deseado.
DAVID MORENO17812731
CAF
No hay comentarios:
Publicar un comentario